


产品目录

山东鑫泰鑫智能装备有限公司
联系人:张经理
手机:18053606011
E-mail:306880061@qq.com
地址:山东省诸城市高新园芦河大道北段路西2617号
复合材料热压罐成型工艺详解
发布时间:2026-02-24 人气:295 来源:山东鑫泰鑫压力容器生产厂家
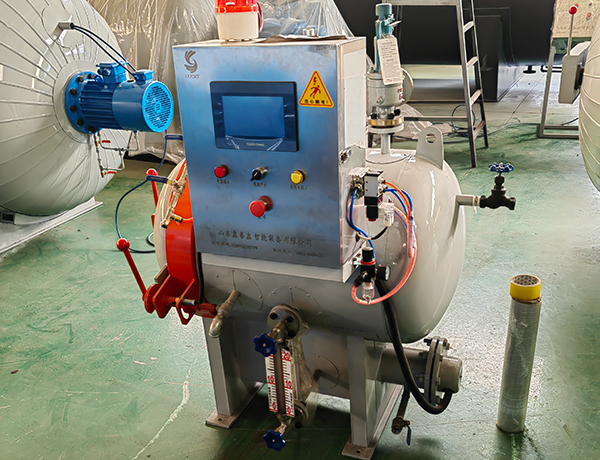
复合材料热压罐成型工艺是目前复合材料成型领域中应用范围广、技术成熟度高的工艺之一,主要适用于碳纤维、玻璃纤维、芳纶纤维等各类复合材料制品的成型加工。该工艺的核心优势在于,能让复合材料在可控的高温、高压、真空环境中充分固化,最终获得结构致密、性能均匀、表面光滑的成品。鑫泰鑫压力容器生产的复合材料热压罐,依托成熟的控温、控压及真空技术,可完美适配这一成型工艺的各项要求,助力企业实现高效、高质量的规模化生产。

该成型工艺的实施流程清晰规范,主要分为五个核心步骤,每一步都直接影响最终制品的品质:第一步是预浸料制备,将复合材料纤维与树脂按配比充分混合,制成预浸料卷材或片材,过程中严格把控混合均匀度,确保纤维与树脂紧密结合,为后续铺层和固化打下坚实基础;第二步是铺层,技术人员根据产品的结构设计、力学性能要求,将预浸料按照预设角度和顺序逐层铺覆在模具表面,铺层过程中需细致操作,保证无褶皱、无气泡、无破损,确保铺层的一致性与完整性;第三步是装模与进罐,将铺层完毕的模具平稳放入热压罐内,精准固定位置后密封罐门,确保罐体密封性能达标,随后连接好真空系统与压力系统的管路,检查各接口连接牢固性,为后续工艺做好准备;第四步是升温升压固化,这是工艺的核心环节,通过热压罐的加热系统逐步提升罐内温度,同时启动真空系统持续抽出罐内空气及预浸料内部的微小气泡;待温度达到预设的成型温度后,缓慢通入压缩空气或氮气,逐步提升罐内压力,保持温度与压力处于稳定区间,让树脂发生交联反应并充分固化,固化时长需根据复合材料类型、产品厚度等实际情况灵活调整;第五步是降温泄压脱模,固化完成后,关闭加热系统,让罐内温度自然且缓慢地降至常温,同时采用分级泄压方式缓慢降至常压,避免因温压骤变导致制品出现开裂、变形等问题;待罐内参数恢复至常态后,打开罐门取出模具,完成复合材料制品的整体成型。

整个工艺过程中,温度、压力、真空度和固化时间的精准把控是保障产品质量的关键。鑫泰鑫复合材料热压罐搭载的智能控制系统,可实现对各项核心参数的实时监测与精准调节,根据不同复合材料的成型工艺要求预设参数曲线,全程自动化运行,有效规避人工操作误差。同时,系统会完整记录整个工艺过程的运行数据,便于企业后续进行工艺追溯、优化与复盘。凭借这一设备优势,能够确保成型工艺的稳定性与重复性,帮助企业持续产出高品质的复合材料制品,适配航空航天、新能源、汽车制造等多领域的高端生产需求。
上一篇: 小型热压罐厂家定制与价格影响因素
下一篇: 木材浸渍罐工作流程与防腐处理效果


相关新闻
- 木材防腐罐设备优势与应用范围 2026-02-24
- 木材浸渍罐工作流程与防腐处理效果 2026-02-24
- 定制热压罐需要提供哪些技术参数 2026-02-24
- 全自动控制热压罐设备特点介绍 2026-02-24
- 高温高压热压罐安全使用规范 2026-02-24
- 复合材料热压罐成型工艺详解 2026-02-24
- 小型热压罐厂家定制与价格影响因素 2026-02-24
- 实验室热压罐规格参数与选购指南 2026-02-24
- 碳纤维热压罐在航空航天领域的应用 2026-02-24
- 真空热压罐设备结构与技术优势解析 2026-02-24





 客服
客服